




 扫一扫
扫一扫

10多年来,鑫海达金属制品有限公司一路走来,风雨兼程,有成功也有挫折;未来的日子,我们誓写历史新篇章,与您共创健康快乐生活!公司理念:以市场需求为导向,以 福山镀锌喷塑防撞栏、产品质量为中心;传播快乐,未来。经营方针:诚信是资本,质量是生命,创新是动力。企业精神:创新、团结、拼搏。


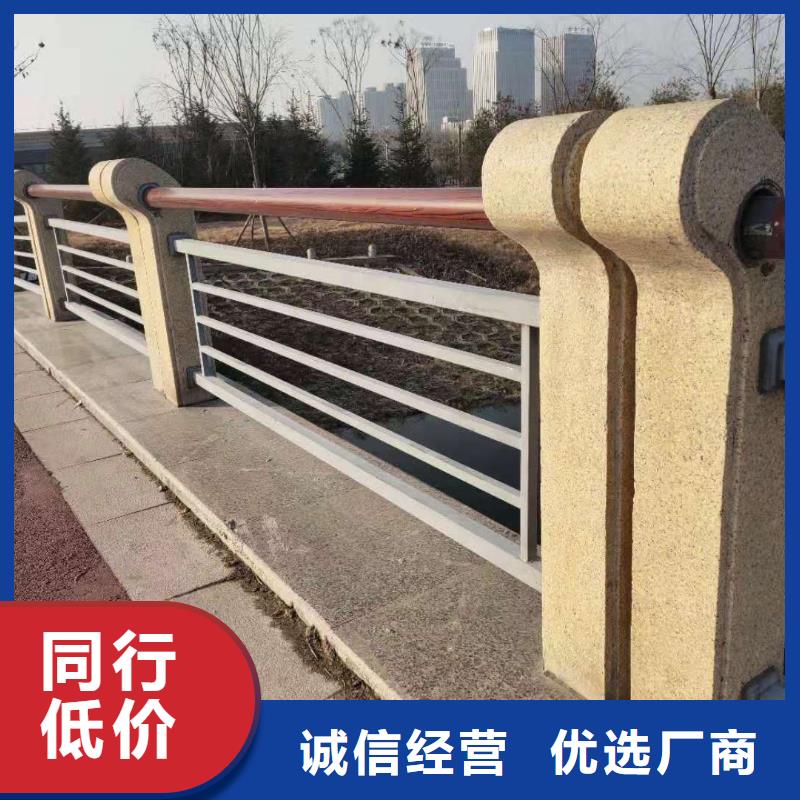
不锈钢复合管护栏防撞护栏的碰撞条件
防撞不锈钢复合管护栏的碰撞条件主要包括碰撞车型、车辆质量、碰撞速度、碰撞角度等参数。对于设计速度低于40km/h的次干路、支路及景观要求高的桥梁段,其防撞护栏碰撞能量低于70kJ时,可根据情况,在充分考虑防撞护栏安全性、经济性、适用性的基础上,确定出针对具体路段的碰撞条件参数,并以此为依据设计特殊碰撞条件防撞护栏,也可直接采用本规范规定的相应等级的防撞护栏。对于矿山、港口、旅游景区等特殊路段,其防撞护栏的碰撞条件也具有特殊性。当需要采用的防撞护栏碰撞能量高于520kJ时,本规范规定的5个防撞护栏等级均不能适用,必须根据交通调查的结果,分析确定出防撞护栏碰撞条件的各个参数,再进行防撞护栏设计。



不锈钢复合管护栏的坡口制造:
坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形,U形,X形,V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,最终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,最终焊底层,焊接时尽量使复层中少熔入底层成分。锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:三,焊接操作1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,最终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。



不锈钢复合管护栏钢板立柱的使用很普及,很多工程中都会使用到钢板立柱,那么大家知道钢板立柱的质量检测怎么做吗?下面就让钢板立柱厂家的技术人员来为大家介绍一下。
钢板立柱外观检查:目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。
怎么做好钢板立柱的质量检测呢?钢板立柱厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
钢板立柱附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
钢板立柱弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
技术支持:cdlgp.com